15842089993
0412-5420699

15842089993
0412-5420699

网 址:www.as-nm.cn
网 址:矿山耐磨.com
电 话:15842089993
传 真:0412-5420699
邮 箱:anngs2012@163.com
地 址:辽宁省鞍山市千山区农高路51号
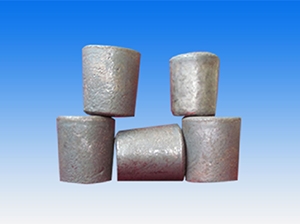
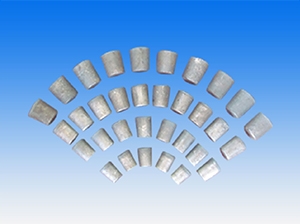
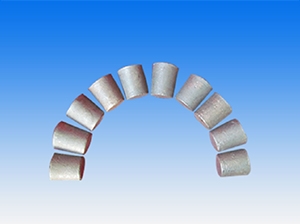
铸铁段铸钢件增碳缺点的防治可从以下几个方面打开:
1)选用低 密度模料。选用EPS时容貌密度控制在0.016~0.025克每立方公分,改用低碳模料EPS(C8H8)改为EPMMA(C5H8),这样削减容貌的含碳量。也可以选用空心构造的容貌和空心构造浇注体系。
2) 适合的浇注温度和浇注速度,浇注体系的开设决定着钢液流向和速度;浇注温度进步,浇注速度也进步,模料分化加快,不易气化,产品中液相量也添加,一起,钢液与容貌的空隙削减,液相分化物常被挤出空隙,挤到涂层和金属业之间,形成接触面添加,碳浓度添加,这些区域渗碳量就添加。
3)挑选合理浇注技术。铸铁段铸型及浇注技术规划要能加快模料气化,削减及错开其分化产品中液相和固相接触和反应时间,可削减或避免钢件渗碳。

4)进步涂层或干砂铸型的透气性,其透气性越好,模料分化的产品逸出越快,然后降低了钢液和容貌的空隙中分化物浓度和接触时间。
5)在容貌中加入添加剂(脱碳剂)避免铸钢件渗碳。
6)选用精塑模契合锻造技术。
7)运用防渗碳涂料。
文章内容来源于网络,如有问题请和我联系删除!
服务热线:
15842089993 0412-5420699
公司地址:辽宁省鞍山市千山区农高路51号
Email:anngs2012@163.com
官方微信 |
手机站 |