15842089993
0412-5420699

15842089993
0412-5420699

网 址:www.as-nm.cn
网 址:矿山耐磨.com
电 话:15842089993
传 真:0412-5420699
邮 箱:anngs2012@163.com
地 址:辽宁省鞍山市千山区农高路51号
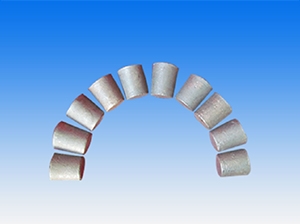
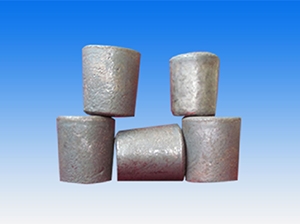
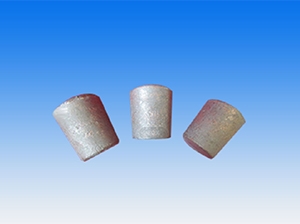
接下来我们就来说说铸铁段焊接方法以及注意事项吧。
铸铁段焊接方法:
将工件倾斜放置,使焊缝处于上坡焊或半立焊,以减小熔合比。(焊前清理不要忘了)。
焊前将坡口周围预热,温度为200~250℃,以缩小焊缝与工件的温差。
焊条选用铸308,直径D3.2mm和4mm。焊前应将焊条经150℃左右烘焙2h。
1、2、3层焊道施焊时选用D3.2mm焊条,电流为90~100A。后两层焊道,选用D4mm焊条,电流130~160A。采用直流正接。
每层焊后清熔渣。

焊后,在焊接区周围200mm范围内,加热到300~350℃,保温30min,用石棉粉覆盖使之缓冷。
焊接注意事项:
在坡口两侧为减小熔深,可采取快速不摆动焊。而焊缝中间可稍作摆动,但摆动幅度要小。
补焊工件较厚时,坡口截面较大,采用多层多道焊。铸铁段焊缝截面较大,产生的收缩应力很强,容易形成焊缝剥离。故采用合理的焊接顺序。
采用短段焊、断续焊、分散焊、逐步退焊法。短段焊,即每段长约10~40mm。断续焊,即焊一段后停留片刻,待工件冷到50~60℃时再焊下一道焊缝,以防止热量集中。分散焊,在一个部位焊一段后再到另一部位焊接,以减少温差,降低应力。逐步退焊法,它与连续焊相比,可使焊缝的拉应力峰值有很大减低,故有利于防止焊缝裂纹的产生。
锤击焊缝。锤击焊缝时温度应在400℃以上进行,用小圆头锤击焊缝,使焊缝金属延展,松弛焊补区的应力。焊接一层和后一层不要锤击。
文章内容来源于网络,如有问题请和我联系删除!
服务热线:
15842089993 0412-5420699
公司地址:辽宁省鞍山市千山区农高路51号
Email:anngs2012@163.com
官方微信 |
手机站 |